关键词:一级加强污水处理工艺 污泥 好氧发酵 腐熟物料 回用1 引言
上海市正在兴建的白龙港、竹园污水处理厂,均采用一级加强污水处理工艺[1],处理量分别为170万m3/d,将产生含水率80%的脱水污泥1000m3/d以上[2]。一级加强污水厂的生污泥粘稠致密,色黑发臭,含有病原微生物和寄生虫卵等有害物质。污泥性质没有稳定化,需要及时处理。
纵观有关理论研究和工程实践,国内外较成熟的污泥处理处置方法主要有焚烧、填埋、堆肥和资源回用等。一级加强污水处理的污泥如果采用焚烧法处置,运行和管理费都很高,且容易造成大气污染;污泥填埋比其他处理方法看来费用低,工艺简单,但纯污泥填埋在技术上有一定的难度,且浪费可回收的资源等[3 4]。
如果首先采用发酵周期短、运行费用低的高温好氧发酵处理技术,降低污泥中有机物质的含量,杀灭病原微生物,使污泥迅速达到卫生化、稳定化和一定程度的减量化,既能改善对环境的影响又能将其作为绿化用营养土或土壤改良剂等。采用好氧堆肥技术处理一级加强污水处理污泥是指利用好氧发酵的一级发酵阶段迅速降解脂肪、蛋白质和糖类等易分解有机物使污泥稳定化、减量化,同时产生55℃以上持续数日的高温使污泥消毒卫生化;然后自然堆放以降解纤维素、木质素等难分解物质,完成二次发酵,预计6~9个月内足以将污泥完全腐熟待用。如果这种污泥采用高温好氧发酵的技术可行,则这应该是比较经济适用的污泥处理路线。
一级加强污水处理产生的污泥有机物含量低,约为50%左右,在浓缩过程中发生厌氧发酵,污泥黑臭、脱水污泥粘稠而且致密,形成大团块,外部的氧很难扩散到达污泥内部,造成污泥内部呈厌氧状态,这给好氧高温发酵处理带来很大难度[5]。对于这类一级加强污水厂污泥的处理利用,国内外未见有研究的先例,更没有现成的工程可以借鉴。因此必须对这类污泥高温好氧发酵处理的技术可行性进行试验研究,探讨基本的工艺路线和运行参数,为工程化处理寻找可行的技术路线。我们的试验研究正是在这样的背景下进行的,主要探讨通过高温好氧发酵的方法能否使污泥堆垛的温度达到55℃或者60℃以上,将病原微生物杀灭,分解消耗有机物质,使污泥达到卫生化、稳定化,减量化,然后进行卫生堆放或资源化利用。并在此基础上进行了腐熟物料回用技术的探讨,以求降低工程费用和运行成本。
2 试验材料和方法
2.1试验材料和分析方法
试验污泥:取自上海市竹园第一污水预处理厂城市合流污水一级加强处理中试试验现场,将经过重力浓缩的污泥以聚丙烯酰胺为调理剂,经卧式螺旋沉降离心机脱水。
微生物菌剂:同济大学城市污染控制国家工程研究中心自行研制开发的混合菌群菌剂。
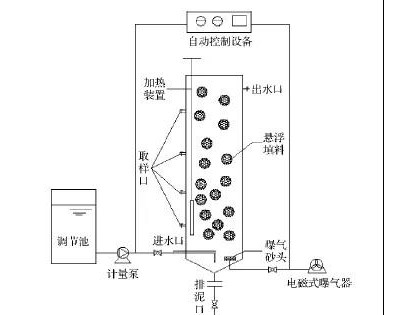
发酵槽:长×宽×高=1m×1m×1m的砖砌构筑槽
污泥灰分、有机物含量测定:650℃焚烧称重法;
水分:105℃烘干2小时称重法;
大肠菌群:微生物培养法;
温度:温度计测定。
2.2工艺路线

3 结果和讨论
对于一级加强污水处理产生的污泥采用高温好氧发酵处理方法,我们的思路是利用一次发酵的高温条件杀灭病原微生物,使污泥达到卫生化;同时利用微生物旺盛的新陈代谢活动消耗大量的有机物质,实现污泥的基本稳定化和减量化。一次发酵结束就可以将污泥运至污泥堆放地点,在那里完成二次发酵阶段,堆放后的污泥进一步用于资源化利用。因此,我们试验研究的重点是如何以最经济的工艺获得污泥一次发酵的成功,实现污泥的卫生化、稳定化、和减量化。
试验污泥有机物含量为50%左右,污泥表观黑臭、粘稠而且致密,透气性能差,污泥内部呈厌氧状态,污泥性质如表1所示。
表1 污泥性质
|
脱水污泥含水率(%) |
有机物(%) |
灰分(%) |
|
76 |
48 |
52 |
首先进行的是好氧发酵堆肥的可行性试验。发酵物料组成见表2。
表2 发酵物料组成
|
污泥(kg) |
木屑(kg) |
菌剂(kg) |
|
386 |
36.0 |
1.2 |
|
占污泥比例 |
9.3% |
3‰ |
试验时将脱水污泥、木屑与菌剂充分搅拌混合,并保证污泥结构松散,通气性能良好。然后将混合物料堆放于发酵槽中,物料含水率调至60%左右。在发酵堆距底部10cm、30cm处放置通气管,进行间歇强制通气,同时定时测定发酵堆垛内部温度,可升至60℃以上。当污泥堆垛的温度降至50℃以下时,将污泥翻堆,并置于另一个发酵槽中,进行二次发酵。
通过多次的试验摸索,基本掌握了发酵的技术关键和难点,同时适应污泥特点的高温好氧微生物细菌也在试验过程中驯化成功。发酵过程中污泥堆垛的温度变化情况见图2。
经过1.5d,污泥堆垛的温度上升至50℃,48h时温度达到60℃,最高温度为65.5℃,60℃以上的温度持续了12d,又维持了7d的50℃以上的温度后,污泥温度缓慢降下来。
经过20天左右时间污泥基本腐熟。污泥的性质得到改善,由叮满苍蝇的黑臭污泥,转变成没有苍蝇叮的灰色、带有土霉味、结构松散的泥土。经检测没有发现大肠杆菌和虫卵存在。污泥重量和体积均有明显减少,总重量减少了62%。污泥达到了基本稳定化、卫生化和减量化。
我们通过十几次不同条件下的发酵试验,得出堆垛内部的温度分布规律为:纵向,由下向上,温度逐渐升高;横向,由中心向边缘,温度逐渐下降,如图3所示。
在堆肥过程中温度的控制是十分重要的,堆垛内不同部位温度存在一定的差异,决定了有机物的分解速率的不同,因此在堆肥过程中应针对不同的部位和温度梯度采取相应的通气方式,并进行适当的翻堆。
通过几次摸索试验,我们认为影响污泥高温好氧发酵工艺的关键因素有:微生物菌剂、污泥结构的改善、物料的均匀混合、通气条件等。
所投加的具有高效发酵能力的混合菌群的菌剂,经过驯化培养已经基本上适应了这类污泥和所加木屑,表现出较强的发酵能力。在两天的时间内将温度提高到60℃以上。在20天左右时间污泥基本腐熟。污泥的性质得到改善。所投加菌剂包含中温和高温菌,适应温度范围广,能较快适应环境,经得起19天高温的考验。可有效杀死病原微生物,经检测没有发现大肠杆菌和虫卵存在。
污泥通气结构和营养条件的改善是关系到发酵成败的重要因素。要保证污泥与填充剂、菌剂充分均匀混合,使污泥获得充分均匀的营养物质,并使污泥的粘度、致密度有一定程度的改善,同时在堆放过程中还要保证污泥松散地堆放于发酵槽中。如果在堆放过程中污泥的团块较大,或者污泥团块相互粘结,使污泥内部的氧气条件得不到满足,则微生物的好氧反应不能顺利进行。
间歇强制通气方式能够取得较好的发酵效果。在本试验中,初始24h内通入氧气,当温度上升至40℃以上时,采取间歇曝气方式,严格控制曝气量和曝气时间,因为曝气量过大过小都会影响发酵温度的升高。经过36h反应温度上升为56℃,在高温阶段,如果反应温度呈下降的趋势,缩短时间和减少气量,污泥温度又会逐步稳定上升。
通过试验表明,一次发酵腐熟的物料含水率降为40%左右,疏松颗粒状,并含有一定种类和数量的发酵微生物,考虑到如果以此腐熟物料来调节生污泥的水分和结构并同时起到一定的菌剂接种作用,将会使污泥处理成本大幅度降低。由于一级加强污水处理污泥的特殊结构和性质,腐熟物料的回用能否达到预期的作用还必须通过试验加以探讨。由此我们进行了腐熟物料回用工艺的试验研究。发酵物料组成见表3。
表3 腐熟物料回用发酵堆垛物料组成
|
项目 |
数量(kg) |
含水率(%) |
有机物(%) |
腐熟物料:脱水污泥 |
|
脱水污泥 |
125 |
75.5 |
49.8 |
1 |
|
腐熟物料 |
242 |
45.0 |
58.2 |
2 |
|
发酵物料 |
367 |
55.4 |
55.3 |
2:1 |
首先将腐熟物料与脱水污泥一起加入搅拌机内混合均匀,然后进行发酵物料建堆。调节物料含水率至60%左右。在发酵堆距底部10cm、30cm处放置气管,间歇通气。在发酵堆垛距底端40cm、60cm处测定温度变化情况,见图4。
由图4可见,污泥堆垛温度基本维持在40~50℃,50℃以上温度持续了3d。第10d称重结果,污泥总重量减少了17.3%,堆垛上半部分污泥的颜色基本上变成浅灰色,少部分结块污泥的内部仍为黑色,堆垛下半部的污泥仍然粘稠、色黑。
从发酵堆垛的温度变化可以看出,微生物通过新陈代谢作用使污泥温度升高至50℃以上。说明腐熟物料可以在一定程度上改善污泥的通气结构,并起到一定数量的发酵微生物的接种作用。但是发酵温度没有达到理想的高度,主要原因有两个,一是由于污泥有机物的含量较低,微生物缺乏营养。二是污泥结构还没有得到很好的改善,团块污泥内部呈厌氧状态,因此以腐熟物料作为唯一的结构调理剂,虽然对污泥的结构有一定改善,但仍然达不到理想的效果。
考虑到污泥的营养结构和通气结构需要进一步改善,决定进行一组脱水污泥+腐熟物料+填充剂的工艺试验。发酵物料组成见表4。
表4 填加填充剂的发酵堆垛物料组成
|
项目 组分 |
数量(kg) |
含水率(%) |
有机物(%) |
百分含量(%) |
|
脱水污泥 |
223.5 |
72 |
51.0 |
40.6 |
|
腐熟物料 |
317 |
45.0 |
58.2 |
57.6 |
|
填充剂(木屑) |
10 |
1.8 | ||
|
发酵物料 |
550.5 |
55.1 |
50.6 |
|
|
注:腐熟物料有机物含量58.2%是因木屑未被完全分解。腐熟物料:脱水污泥=1.4:1 | ||||
在距离堆垛底部10cm、30cm处设置通气管,分别在距离底部25cm、60cm、90cm处的中心部位监测污泥温度。温度变化情况如图5所示:
由图中可见,污泥堆垛从下向上温度升高,90cm处50℃以上温度维持了9d,最高温度为58.8℃。63h~93h因设备故障停止通气,堆垛温度明显下降,说明这阶段通气条件的控制是很关键的,直接影响到微生物的新陈代谢作用。96h后继续通气,由于堆垛的高度下降,分别从距底端80cm、50cm处测定温度,其变化情况如图6所示。
96h~129h采用连续通气的方式,从96h~123h,虽然80cm高处温度升高,但是50cm处温度呈下降趋势。这种现象说明通气量偏大或通气时间偏长,热量散失较大。到第129h,80cm、50cm处的温度均开始下降。这时停止通气,停气时间36h。这段时间内,80cm处温度由51℃降至49℃后维持在46℃,50cm处温度升至36℃,稳定在37.5℃。由于温度稳定,开始通气,通气量减少,每天通气时间为6h,这种工况条件进行了3d,上层温度稳定地上升至50.5℃,下层温度稳定地上升至48℃。说明在这种物料发酵状态下,通气量和通气时间必须控制在比较合适的范围内。
考虑到堆垛温度变化比较稳定,为使物料均匀发酵,微生物获得新鲜的营养物质并使堆垛的通气条件进一步改善,进行了人工翻堆。翻堆后连续通气36h,温度变化情况如图7所示:
由图可见,堆垛温度缓慢上升。以后每天通气12h,气量保持不变。从255h至315h温度呈缓慢上升趋势,之后温度降了下来。第327h温度的急剧下降是由于气量加大,当气量重新调整至同前,温度继续稳定下来,说明通气量是很重要的控制参数,整个发酵过程中温度的变化情况见图8。
经过将近20d的发酵,污泥总重量减少56%,大肠杆菌和虫卵被杀灭,污泥变成色灰、疏松,不再发臭,几乎没有苍蝇叮咬。
比较图4和图8,图8中发酵堆垛的温度明显高于图4。图4试验中,仅仅以腐熟物料回用进行发酵处理,虽然可以在一定程度上改善污泥的结构,但这种改善只局限于堆垛上层部分,在堆垛下部分,腐熟物料与脱水污泥挤压、吸水,并融为一体,重新变成致密、通气性差的结构。因此进行发酵还必须在腐熟物料的基础上填加木屑等来调节污泥的结构;同时由于污泥有机物含量低,填充剂的加入有助于污泥营养结构的改善。图8试验结果表明,在腐熟物料回用基础上,填加木屑等物质进行发酵处理,填加量为1.9%,污泥堆垛温度有大幅度提高,高温持续时间长。但是对于所加填充剂的种类、数量及投加方式还必须进行深入探讨。
通气条件是很重要的因素,见图8,通气量少,微生物得不到足够的氧气,代谢分解作用受到限制,反映在污泥堆垛温度的降低;而气量过大又将堆垛的热量吹散开,使温度降低,不能保证发酵细菌在较高的温度环境中保持较高的分解速率。发酵初期污泥湿度大,营养相对丰富,通气量应相对大些,以后相应减少气量或缩短通气时间。
回用熟料中的发酵细菌大多是经过高温阶段存活下来的,从图4和图8的试验结果来看,回用熟料起到了一定的接种作用。在工程实际中可以通过腐熟物料回用减少菌剂添加量,降低污泥处理成本但以回用熟料为基础的菌剂添加工艺还需要探讨,根据不同发酵阶段填加不同分解作用的细菌,添加量多少,填加方式如何等。
4 结论
(1)初步试验结果表明,对一级加强污水处理厂产生的污泥进行高温好氧发酵在技术上是可行的,可以达到卫生化、稳定化、减量化的目的。
(2)所投加的菌剂发酵能力强,并经得起19d的高温的考验。木屑可以作为一种填充剂,对污泥结构的改善起到重要的作用。
(3)污泥通气结构的改善是高温发酵成败的关键因素和技术难点,更是工程化的技术难题,需要深入研究。
(4)间歇强制通气方式是比较适宜的,对于通气量、通气时间等参数还要进一步摸索。
(5)以腐熟物料回用来调节污泥结构是可行的,并起到了菌剂接种的作用,但同时还要补加一定的填充剂和菌剂,但它们的用量明显减少。这样可以大幅度降低污泥处理成本,对于1000m3/d的一级加强污水厂脱水污泥的处理有着重要的工程意义。
参考文献:
[1].高廷耀. 上海市污水系统规划概况. 中德污水处理新技术学术研讨会文集. 上海. 2002. 5.
[2].上海水环境建设有限公司, 同济大学等. 上海竹园第一污水处理厂污水处理工艺优化研究报告. 上海. 2002. 6.
[3]. 聂永丰,三废处理工程技术手册,固体废弃物卷,北京:化学工业出版社,2000.
[4]. 李国学, 张福锁. 固体废物堆肥化与有机复混肥生产. 北京: 化学工业出版社. 2000.
[5]. 李秀艳,吴星五,周群英,高廷耀. 生物化学混凝污水处理工艺污泥好氧发酵处理的技术可行性试验研究.上海环境科学.(已接收)。